
Se o retentor do cabo de controle do acelerador do carburador se soltar, você mesmo poderá restaurá-lo rapidamente e não precisará comprar um novo cabo. Para isso, basta lançar um novo chefe de lata.

O que nós precisamos
- Molde dobrável para fundição;
- Queimador de gás;
- Fluxo e estanho (a solda é melhor obtida na forma de fio);
- Torno.
Molde para fundição de ressaltos
Serão necessários dois pequenos pedaços de chapa de alumínio industrial com espessura total de 1 cm, sendo desejável que a chapa inferior tenha 6 mm e a superior 4 mm.

Eles devem ser apertados com um parafuso normal.

A seguir, fazemos um furo para a futura fundição com diâmetro e profundidade de 8 mm. Deve ser posicionado de forma que haja cerca de 5 mm entre a borda das placas e o furo, não mais. Fazemos um furo para o cabo na extremidade para que seu centro fique na junção das telhas e no centro da cavidade para preenchimento.
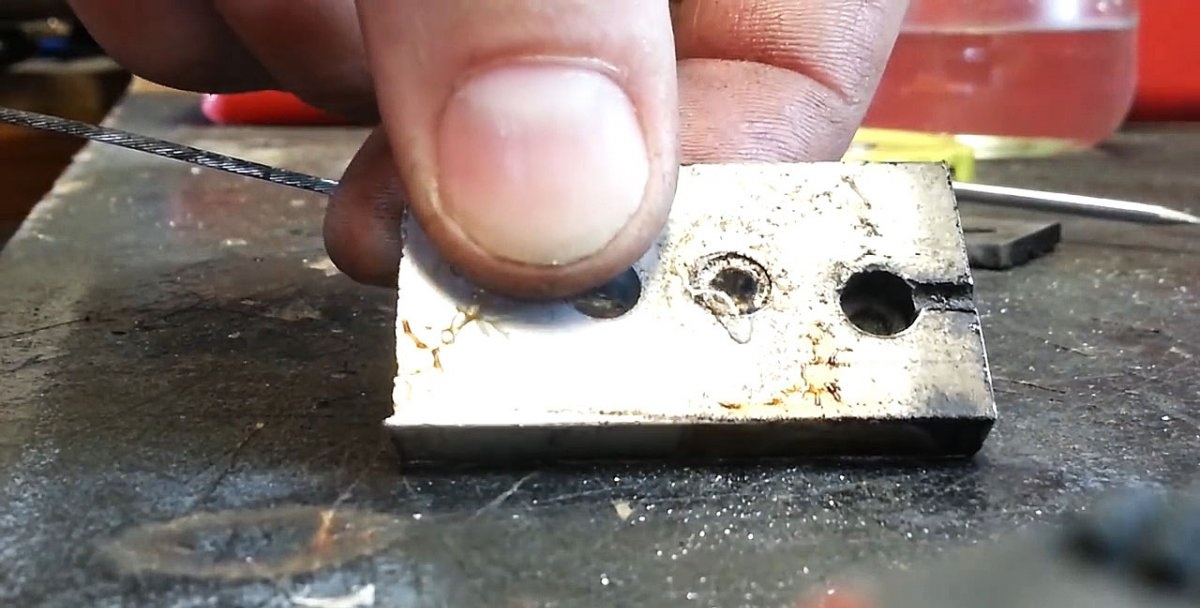
Preparando o formulário
Para preencher uniformemente todo o volume do nosso molde com solda, é necessário tratar as superfícies com fluxo.

Não há necessidade de sentir pena disso - uma superabundância não será supérflua. Encha o molde com fluxo e aqueça-o com um queimador de gás.
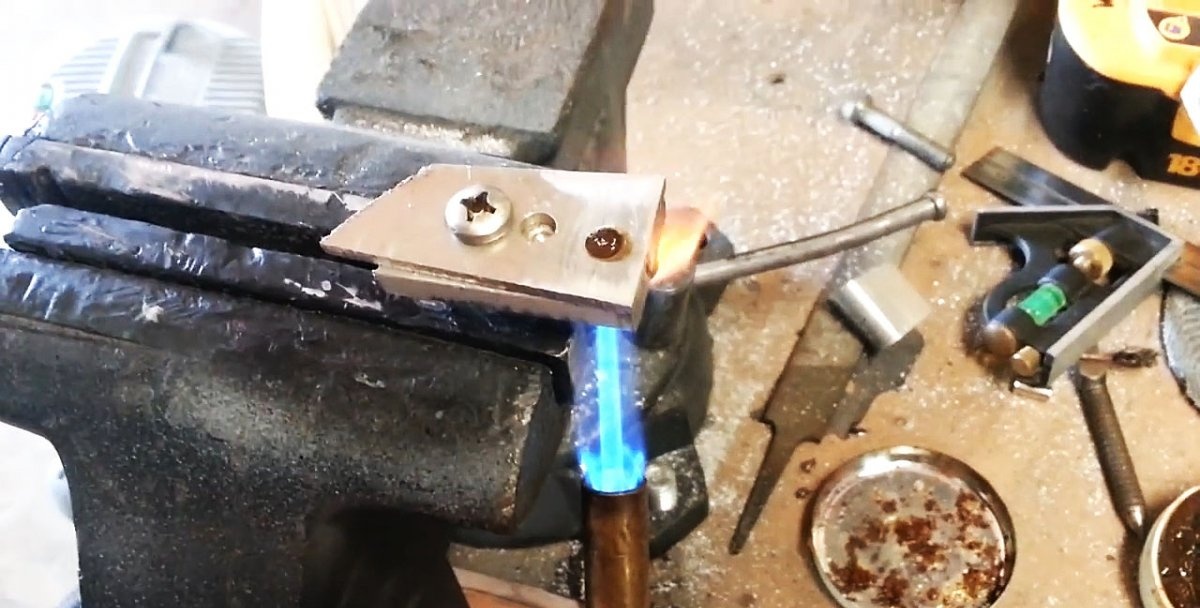
Direcionamos a chama para o material da folha do molde e não para o furo.O alumínio possui alta condutividade térmica e logo o fluxo começará a ferver, tratando eficientemente todas as superfícies do orifício de enchimento.
A borda do cabo que entrará em nossa fundição também deve ser tratada com fluxo para que, quando imersa no fundido, a solda “grude” nela de forma confiável.

Elenco de chefe
Pegamos a solda de estanho, continuando a aquecer a base do molde, e mergulhamos no furo.

Estamos aguardando o derretimento completo. Não economizamos - o volume do formulário deve ser preenchido em excesso. Inserimos a ponta do cabo com a camada de fluxo aplicada até parar, girando um pouco e movendo em diferentes direções.


Feche o queimador e espere a solda esfriar lentamente. Usando um cinzel ou faca, nivele a parte superior do preenchimento, removendo o excesso de metal antes que endureça.

Em nenhum caso você deve resfriar especificamente o molde com água - o estanho endurecido rapidamente se tornará muito frágil e a saliência falhará rapidamente. Toda a dificuldade desta seção de trabalho é manter o cabo na posição correta até que a solda endureça.

Depois disso, pode-se soltar o molde e mergulhá-lo em água para o resfriamento final, e só então desenrolar as folhas - a saliência se separa facilmente das paredes.


Depois de tudo, processamos a saliência com uma lima para retirar todo o excesso de peças fundidas.


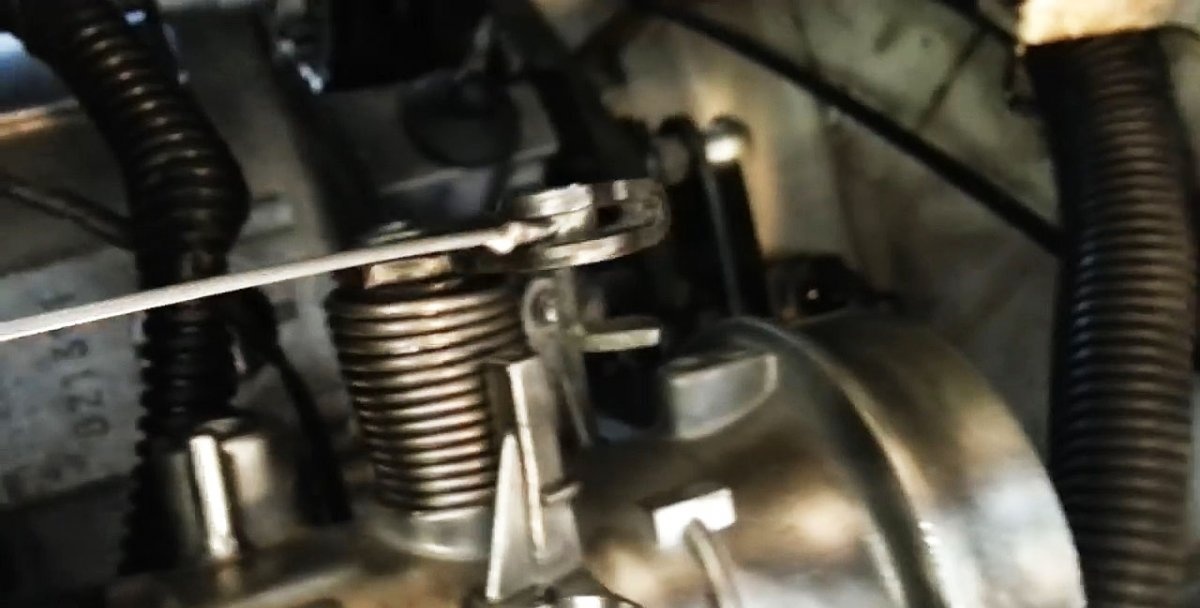
Agora tudo pode ser instalado de volta no seu transporte favorito:
Resultados
Ao trabalhar com chama aberta e metal fundido, deve-se seguir as normas de segurança (é estritamente proibido realizar esse trabalho próximo a substâncias inflamáveis) e ter cuidado para não se queimar.
Como vocês podem ver, o procedimento de restauração é muito simples e com o preparo do formulário pode demorar até 10 minutos, no máximo. Ao comparar o custo e o custo de um novo cabo, você pode obter uma avaliação material dos esforços realizados.











