Materiais:
- motor elétrico DC 555 -
- suporte do motor;
- conector de força;
- adaptador do eixo do motor ao disco de corte;
- interruptor de alimentação;
- disco diamantado 40 mm;
- fonte de alimentação 12-24V;
- compensado 10mm;
- Tubo de PVC 50 mm.

Processo de fabricação de máquina de afiar brocas
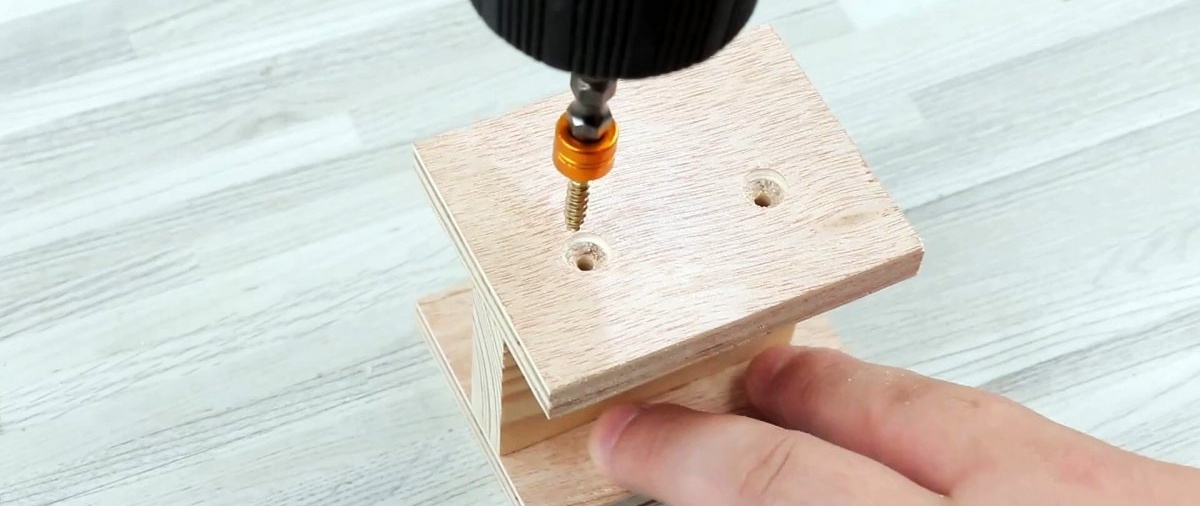
De compensados ou placas de 10 mm de espessura, você precisa cortar 2 peças em bruto de 70x55 mm e uma de 60x40 mm. Usando parafusos auto-roscantes, eles são conectados em uma base de máquina em forma de H.
Em seguida, a sola é cortada em compensado. Deve ter uma forma angular. Ao desenhá-lo, é aconselhável utilizar um transferidor para formar o ângulo em que as brocas serão afiadas. Por exemplo, se você precisar afiar brocas para metal duro, precisará de um ângulo de 116-118 graus. A sola é aparafusada à base com parafusos auto-roscantes.Se inicialmente não definir o ângulo correto, posteriormente, ao colocar o batente para as brocas, ele será instalado de forma assimétrica. Isso não é crítico, mas parecerá menos elegante do que poderia.


Um suporte é instalado na base da máquina e o motor é parafusado nele. O adaptador do disco de corte é fixado no eixo do motor.


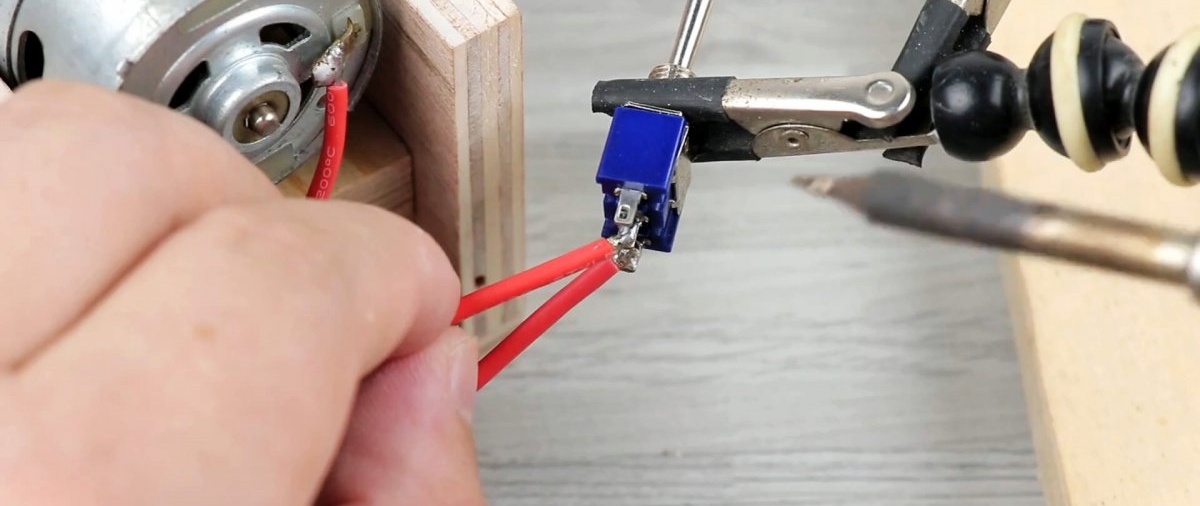
Os furos são feitos na lateral, na parte inferior da base, para a instalação de um conector de alimentação e uma chave seletora. A parte elétrica da máquina é soldada e colada.


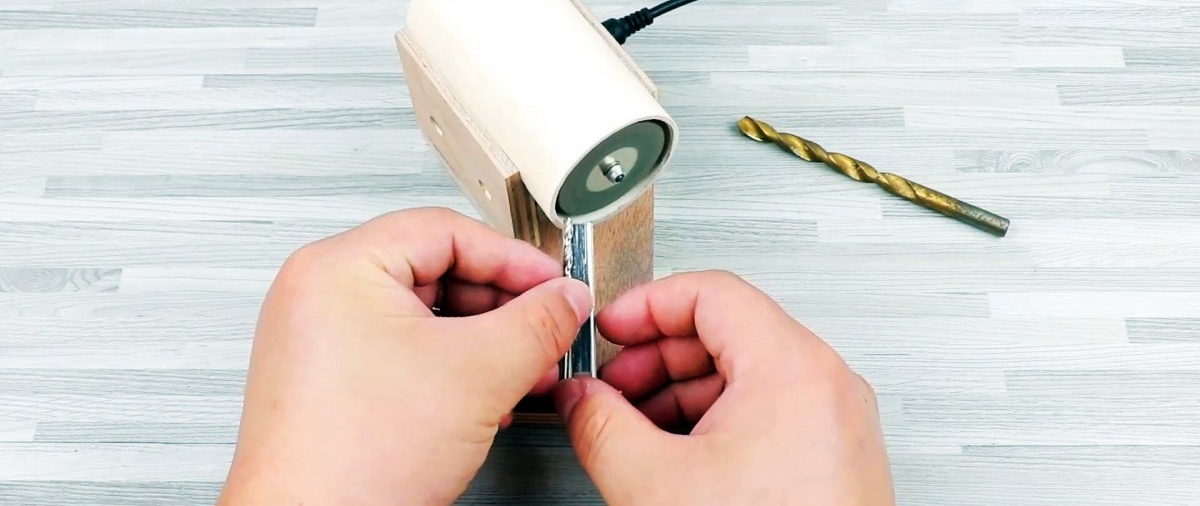
A seguir, é cortado um pedaço de tubo de PVC com 86 mm de comprimento. Precisa ser cortado longitudinalmente como na foto. O resultado é uma carcaça para proteger o motor. Ele é colado na base da máquina na parte superior do motor. É importante que a carcaça tenha uma ranhura suficiente para permitir o acesso ao adaptador no eixo do motor com uma chave, necessária para fixar a roda abrasiva.


Um disco diamantado de 40 mm é instalado no adaptador no eixo do motor.

Em seguida, um batente de broca cortado em madeira compensada é aparafusado na parte saliente da sola. Ele é posicionado de forma que a broca apoiada nele toque a ponta do disco em um ângulo de 116-118 graus.

Sua parte superior também é feita em um ângulo correspondente ao ângulo de afiação. Para evitar que a broca escorregue, um suporte em perfil de alumínio em forma de U é colado no topo.

Graças a isso, a aresta afiada estará sempre estritamente paralela ao plano do disco abrasivo.















